The post Common Causes of Lateral Deviation in LSAW Pipe Mills and How to Fix Them appeared first on Shijiazhuang Aogang Machinery Co., Ltd..
]]>—
? ?1. Improper Alignment During Material Feeding
The first critical stage where lateral deviation occurs is [^2]**material feeding**. If the steel coil or plate isn’t centered properly before entering the mill, uneven stress distribution will pull the pipe sideways during forming.
Solution? :
– Invest in automated centering systems or laser-guided alignment tools to ensure precise feeding.
– Regular calibration checks on feeding rollers and sensors are conducted.
– Train operators to monitor alignment at the start of each production batch.
—
?2. Uneven Adjustment of Rollers in the Rough Forming Stage
During the **rough forming stage**, lateral deviation often stems from imbalanced pressure on the left and right rollers. If the upper and lower rollers aren’t symmetrically adjusted, the material will deform unevenly, leading to misalignment.
Solution:
– Use hydraulic or servo-controlled [^3]roller systems for real-time pressure adjustments.
– Follow the?supplier’s guidelines for roller gap settings based on material thickness and pipe diameter.
– Implement predictive maintenance to detect roller wear before it causes deviations.
—
3. Loose Edge Bending Rolls in the Fine Forming Stage
The **finishing stage** is where precision matters most. If the edge bending rolls (or “side rolls”) aren’t securely holding the pipe edges, vibration or inconsistent pressure can push the pipe off-center.
Solution:
– Upgrade to adjustable edge rolls with locking mechanisms for stability.
– Optimize the angle and pressure of side rolls based on pipe specifications.
– Install vibration-dampening technology to minimize external disturbances.

**Why Addressing Lateral Deviation Matters**? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ??
The lateral deviation isn’t just a minor inconvenience—it leads to **scrap material, downtime, and costly rework**. Worse, consistently misaligned pipes risk failing quality inspections and damaging your reputation in the oil, gas, or construction steel market.
By addressing root causes proactively, you’ll:
? Reduce waste and energy consumption.
? Improve weld seam consistency and product lifespan.
? Boost throughput and ROI on your LSAW mill.
—
**Partner with Experts for Long-Term Success**
At Aogang Machinery, we specialize in high-performance LSAW pipe mills equipped with **smart alignment systems, precision rollers, and IoT-enabled diagnostics** to prevent lateral deviation. Our team also offers on-site training and 24/7 technical support to ensure your mill operates flawlessly.
Need a solution tailored to your production line?
Contact us today for a free consultation!
—
FAQ Section
? ?Q: How do I detect lateral deviation early??
A: Install laser sensors or CCTV monitoring along the mill to track pipe alignment in real-time.
?Q: Can worn rollers cause lateral deviation?
A: Yes! Replace or regrind rollers immediately if surface wear exceeds 0.5 mm.
? ?Q: What’s the ideal frequency for mill calibration?
A: Calibrate every 500 operating hours or after major material changes.
—
Let’s keep your pipes straight and your profits growing! ??
[^1]: Understanding lateral deviation can help you implement effective solutions to enhance production efficiency and product quality.
[^2]: Proper material feeding is crucial for preventing lateral deviation; explore best practices to optimize this process.
[^3]: Learn how advanced roller systems can improve alignment and reduce deviations, enhancing overall production quality.
The post Common Causes of Lateral Deviation in LSAW Pipe Mills and How to Fix Them appeared first on Shijiazhuang Aogang Machinery Co., Ltd..
]]>The post ERW Tube Mill Innovation: Achieve Unlimited Sizes with One Tooling via Smart Servo Technology appeared first on Shijiazhuang Aogang Machinery Co., Ltd..
]]>Imagine producing any tube size with one set mold, eliminating tooling swaps forever. Thanks to database-driven servo systems [^1], this vision is now a reality. Let’s explore how smart automation is redefining flexibility and efficiency in ERW tube production [^2].

?The Hidden Cost of Traditional ERW Mold ?
Conventional ERW mills face critical bottlenecks when switching specifications:
- Hours Lost: Manual adjustments or mold swaps halt production for hours or one day.
- Inventory Overload: Storing dozens of mold sets strains budgets and warehouse space.
- Human Error: Misaligned rolls or welding heads lead to scrap and rework.
- Rigid Production: Small-batch or custom orders become unprofitable.
For manufacturers supplying automotive, HVAC, or construction sectors, these challenges directly impact competitiveness.
—
The Breakthrough: Universal Tooling [^3] with Servo-Driven Precision ?
Modern ERW tube mills now leverage intelligent servo systems and digital databases to enable instant size changes—no physical tooling swaps required. Here’s how it works:
- Pre-Loaded Database: Store thousands of tube profiles (diameter, thickness, material) in the system.
- Touchscreen Simplicity: Operators select the desired size on a user-friendly HMI (Human-Machine Interface).
- Servo Automation: High-precision servo motors adjust forming rolls, welding heads, and sizing stands to pre-programmed positions within 40 minutes.
- Real-Time Validation: Integrated sensors confirm roll alignment and welding pressure accuracy, ensuring seamless transitions.
Result: Switch tube sizes in under 40 minutes with zero tooling inventory and flawless repeatability.
Ways Universal Tooling Transforms Your ERW Production ?
- Reduce Downtime by 90%
A South Asian client cut changeover time from 8 hours to 30 minutes, reclaiming 2,200+ production hours annually. - Eliminate Mold Costs
Slash expenses for tooling storage, maintenance, and logistics. A North American manufacturer saved $180,000/year by retiring 30+ mold sets. - Capture Profitable Niche Markets
Accept custom orders (e.g., odd diameters, thin-walled tubes) without profitability concerns. A European mill boosted revenue by 28% with rapid prototyping services.
Technical Edge: Why Servo-Driven ERW Mills Outperform ?
- Micron-Level Accuracy: Servo motors adjust rolls with ±0.05mm repeatability, ensuring perfect tube roundness and weld integrity.
- High-Frequency Welding Optimization: Auto-adjusted welding pressure and speed match material specs (e.g., stainless steel, carbon steel).
- Industry 4.0 Ready: IoT-enabled diagnostics predict maintenance needs and optimize energy use.
Case Study: From Struggle to Dominance ?
An Indian ERW tube producer supplying automotive exhaust pipes faced 22% downtime from mold changes. After adopting a universal servo-driven mill [^4]:
- Output surged by 30% within 4 months.
- Scrap rates plummeted from 4.5% to 0.6% due to precise alignment.
- Secured a 3-year contract with a global automaker for custom lightweight tubes.
—
?Is Universal Mold Right for Your ERW Mill??
This technology is ideal for manufacturers who:
- Produce multi-size tubes (e.g., 1” to 12” diameters).
- Prioritize agility in fast-moving markets.
- Aim to reduce labor costs and human-dependent processes.

Upgrade with Aogang’s ERW Solutions ?
At Aogang Machinery [^5], we design ERW tube mills with cutting-edge universal tooling systems, blending Japanese servo drives. Our mills deliver:
- Zero-Changeover Production: Switch sizes faster than a coffee break.
- 24/7 Remote Support: Prevent issues before they disrupt production.
- 2-Year Warranty: Guaranteed performance with free software updates.
Ready to revolutionize your tube production? [Schedule a demo] to see universal tooling in action!
—
Optimized FAQ Section ?
Q: Can universal tooling handle thin-walled tubes (e.g., 0.8 mm thickness)?
A: Absolutely! Our servo systems auto-adjust roll pressure to prevent deformation in delicate materials.
Q: How does this work with high-frequency welding??
A: Welding parameters (current, speed) sync with the selected tube profile for flawless seams.
Q: What’s the ROI for upgrading an older ERW mill??
A: Most clients recoup costs in 12-16 months via reduced downtime and higher-margin orders.
Eliminate Mold Costs ?Capture Profitable Niche Markets
[^1]: Explore how a universal servo-driven mill can enhance efficiency and reduce downtime in tube production.
[^2]: Discover Aogang Machinery’s innovative solutions for ERW tube mills and how they can transform your production capabilities.
[^3]: Learn about the advantages of servo systems in manufacturing and how they enhance precision and flexibility.
[^4]: Discover the latest advancements in ERW tube production and how they can boost your manufacturing capabilities.
[^5]: Explore how Universal Tooling can revolutionize your production process by reducing costs and increasing efficiency.
The post ERW Tube Mill Innovation: Achieve Unlimited Sizes with One Tooling via Smart Servo Technology appeared first on Shijiazhuang Aogang Machinery Co., Ltd..
]]>The post We helped this client increase their monthly sales by 300%! appeared first on Shijiazhuang Aogang Machinery Co., Ltd..
]]>This client was a large pipe factory, but due to the increasing number of competitors, its order volume dropped by 20% last year, so they researched door and window products for the home improvement industry.
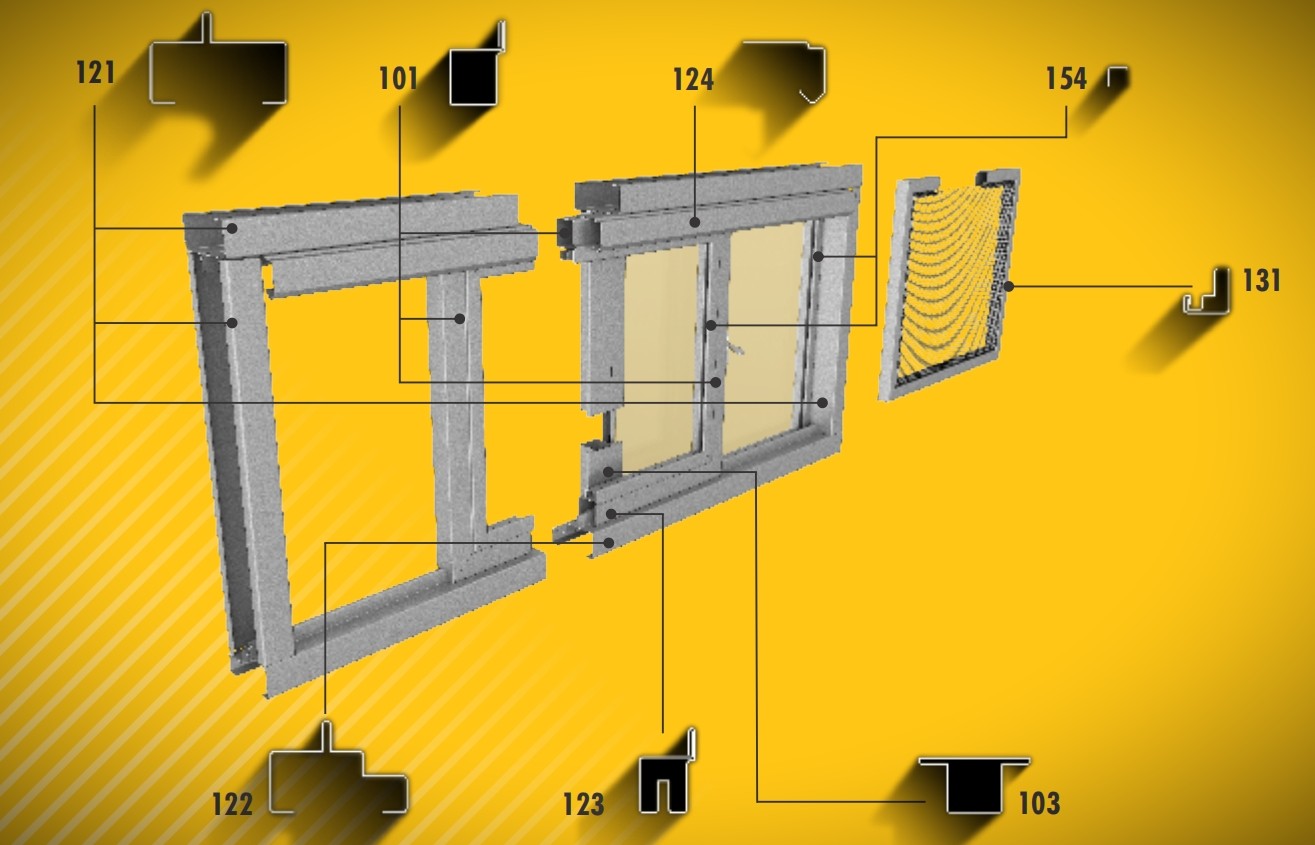
They came to visit us and we had a Fruitful meeting, we designed 2 cold roll-forming?machines for them, Which finished installation and commissioning this March.
This week, we had a talk by phone and the manager said their monthly sales have increased by 300% in the past two months.??

We really did a great job together!
Now, tell me what kind of steel profile you need, we will assist you in making your amazing work.??
The post We helped this client increase their monthly sales by 300%! appeared first on Shijiazhuang Aogang Machinery Co., Ltd..
]]>The post 4 uses of expansion anchor pipes appeared first on Shijiazhuang Aogang Machinery Co., Ltd..
]]>What is an expansion anchor pipe?
Expansion anchor pipe is an engineering material. Its main components include a spiral or bolt-shaped tube body. This expansion?system?can form a solid connection with the surrounding soil, rock, or concrete by pressing grout or grouting in the hole after solidification.
What is the usage of expansion anchor pipe?
The design of this pipe makes it suitable for various engineering applications such as foundation reinforcement, tunnel support, geotechnical engineering, and slope stabilization.
1-Foundation reinforcement: By grouting, expanding and solidifying in the soil, anchors can firmly connect the soil, slow down settlement, and improve the bearing capacity of the foundation.
2-Tunnel support: In tunnel construction, expansion anchors support the surrounding rock and prevent rock collapse. Ensure the safe construction and use of tunnels.
3-Rock support: In rock engineering, expansion anchors are used to anchor rocks to prevent rock collapse and landslides. This is particularly common in mines and slope developments.
4-Slope stabilization: Expansion anchors can be used to stabilize earth and rock slopes and prevent landslides and collapses by fixing the soil. This has important implications for protecting the safety of roads, infrastructure, and the surrounding environment.

Aogang has very rich experience with expansion anchor pipe machines, and the new equipment for producing anchor pipes was put into use in northern Russia just last week.
If you also want the same equipment, please don’t hesitate to contact us immediately:)
The post 4 uses of expansion anchor pipes appeared first on Shijiazhuang Aogang Machinery Co., Ltd..
]]>The post Why Cold-forming sectional steel popular? appeared first on Shijiazhuang Aogang Machinery Co., Ltd..
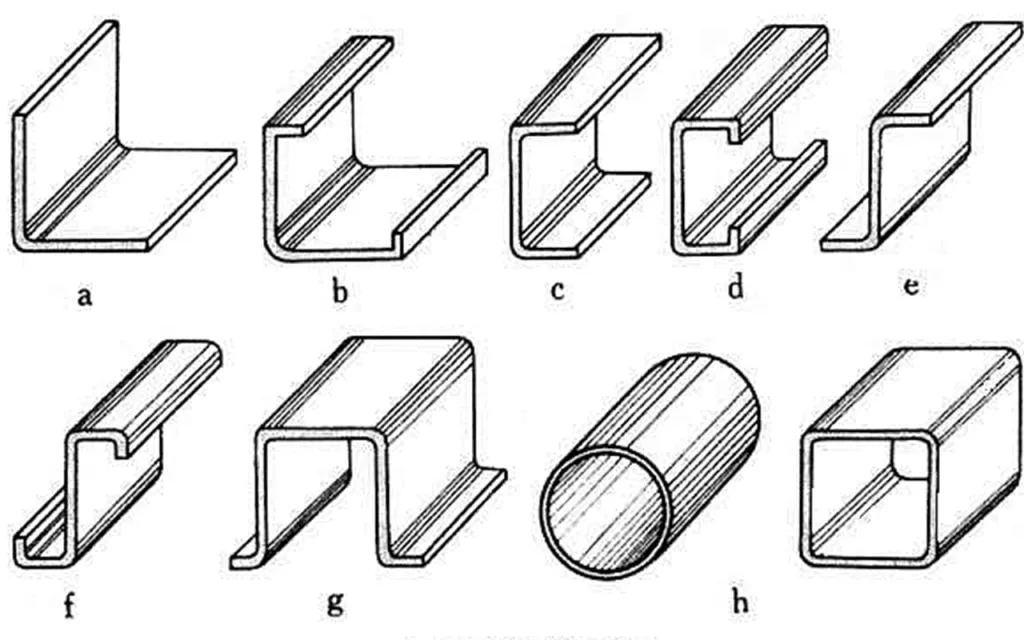
]]>Cold-formed sectional steel has become a popular choice in construction for several reasons:
- Cost-effectiveness: Cold-formed steel is less expensive than hot-rolled steel, and the production process is also more efficient. This makes it a more cost-effective choice for construction projects.
- Precision: Cold-forming allows for precise dimensional control, which results in accurate and consistent products. This precision reduces waste and allows for faster construction times.
- Durability: Cold-formed steel sections are lightweight but strong and durable, making them ideal for structures that need to withstand harsh weather conditions or earthquakes. They are also resistant to fire, rot, and insects.
- Versatility: Cold-formed steel can be used in a variety of applications, including roofing, cladding, wall framing, highway guardrail, and floor systems. It can be customized to fit specific project requirements and used in residential and commercial construction.
- Sustainability: Cold-formed steel is a sustainable material that can be recycled, reducing waste generated during construction. It is also energy-efficient, as it requires less energy to produce than other building materials.
In the end, the popularity of cold-formed sectional steel is due to its combination of cost-effectiveness, precision, durability, versatility, and sustainability, making it an excellent choice for a wide range of construction applications.
Tell us what you require, and we’ll be thrilled to support your business needs!:)
The post Why Cold-forming sectional steel popular? appeared first on Shijiazhuang Aogang Machinery Co., Ltd..
]]>The post Friction saw VS Cold saw appeared first on Shijiazhuang Aogang Machinery Co., Ltd..
]]>Do you know the difference between friction saw and cold saw?
What is Hot saw?
The Hot/Friction saw uses the thermal friction principle. When the high-speed saw blade (3000 rpm/line speed of 100 m/s) comes into contact with the steel pipe, the intense friction creates a high temperature that fuses the pipe. Burrs will therefore unavoidably form at the end of the pipe.
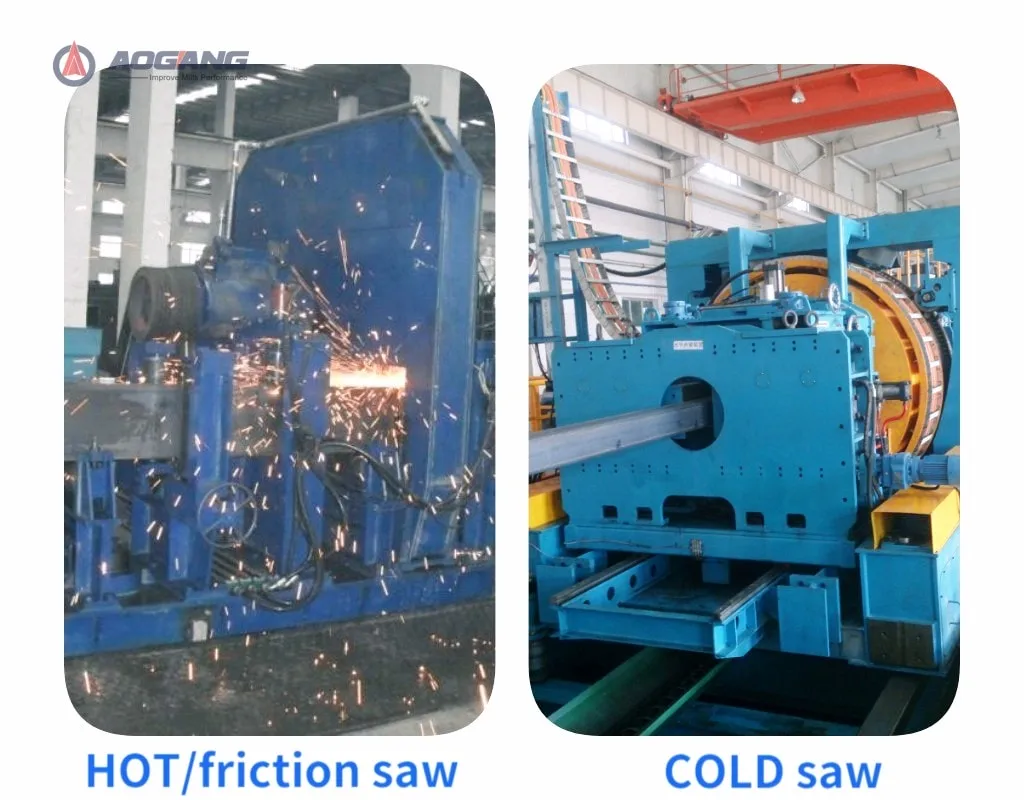
What is a cold cut saw?
The cold cutting saw is the corresponding name for the Hot/Friction saw
The cold cutting saw’s saw blade’s linear speed is about 120–180 m/min (HSS saw blade). It is known as a “Cold Saw” because it doesn’t create a lot of heat or metal sparks; other names for Cold cutting saws include “Milling saws” and “Burr-Free saws.”
Simply put, the HOT/friction saw is less investment but the pipe end has burrs. The COLD saw is relatively expensive but the pipe end is beautiful and of good quality. We can choose according to our needs.

The post Friction saw VS Cold saw appeared first on Shijiazhuang Aogang Machinery Co., Ltd..
]]>The post 7 points to know Tube VS Pipe appeared first on Shijiazhuang Aogang Machinery Co., Ltd..
]]>Here are 7 points to help us distinguish between the tube and pipe:
- Different shapes: tubes have square, rectangular, and round tubes: pipes are all round.
- Different toughness: tube is rigid, but also copper and brass; pipe is rigid and resistant to bending;
- Different classification methods: tube according to outer diameter and wall thickness; pipe according to wall thickness code (pipe schedule and nominal diameter) European standard = national pipe size American standard.
- The use condition is different: tube is used for small diameter, generally 1/16” to 2” (3mm-50mm) 10-inch tube is rare; pipe is used for large diameter, from 1/8” to 80” All have.
- The requirements are different: tube pays attention to the accuracy of the outer diameter, because it involves pressure, it is used for cooler tube, heat exchanger tube, boiler tube; pipe pays attention to the wall thickness, because the pipe mainly transports liquid, it requires high internal pressure capacity ;
- The relationship between the wall thickness grade and the wall thickness is different: the wall thickness grade of the tube is increased by one level, and the wall thickness is increased by 1-2mm, and the increase is fixed; while the wall thickness of the pipe is represented by schedule, and the relationship between the values of each grade is uncertain. For example, the wall thickness of Sch.20 is about 1.245mm, while the wall thickness of Sch.30 is about 1.448mm, and the wall thickness of Sch.40 is indeed 1.727mm, and the increase is inconsistent, because Sch is actually (design pressure/design temperature allowable stress ) X1000
- The connection methods are different: the tube can be connected quickly, and the connection is not difficult. It can be flared, brazed, or coupled; the connection of the pipe is labor-intensive, and it can be welded or screwed. , you can also use flange connection;
The post 7 points to know Tube VS Pipe appeared first on Shijiazhuang Aogang Machinery Co., Ltd..
]]>The post How to deal with unqualified steel pipes appeared first on Shijiazhuang Aogang Machinery Co., Ltd..
]]>Unqualified steel pipes generally refer to: joint pipes (the steel pipe when the two coils of raw materials are butted), or the welding seam is insufficiently welded, cracked, and the product shape does not meet the standard.

So how to deal with unqualified steel pipes?
Generally in this case, our equipment will pick it out and separate from the finished tube. Our equipment will be equipped with two sets of finished product collection systems, one set to collect finished pipes and one set to collect unqualified steel pipes.
And we will set a long and short ruler cutting on the cutting machine. When encountering the joint pipe, we can press the button of the long ruler or the short ruler according to the specific pipe length, and then we can cut the steel pipe with the joint part. The second cutting is carried out offline, so as to improve the qualified rate of finished products.
Our company will connect the sawing control system with the roller conveyor system and configure a double turning system for customers. The flying saw operator only needs to press the reverse turning button to separate unqualified steel pipes from finished steel pipes and turn them to another product collection device when they are encountered with joint pipes or other conditions. Ensure that the equipment is functioning normally.
The post How to deal with unqualified steel pipes appeared first on Shijiazhuang Aogang Machinery Co., Ltd..
]]>The post How many people are needed for tube machine production? appeared first on Shijiazhuang Aogang Machinery Co., Ltd..
]]>The feeding section requires 2 people to cooperate. It is mainly responsible for taking the material from the warehouse with the crane, putting the raw material into the uncoiler or the feeding trolley, and sending the lead to the shearing and welding station manually or by straightning, pinching and leveling; cut the strip head and tail and welded together; then the raw materials are put into the storage Accumulator, and 2 people in this area are mainly responsible for this work.
The forming and sizing machine section requires another 2 people, one of them is an adjustment engineer, who is mainly responsible for the adjustment of the steel pipe from the steel plate to the pipe shape. Generally, this person is also the chief engineer of the whole production line; Another person is responsible for dealing with the outer burrs of the welded pipes, collecting and sorting out the outer burrs, and sometimes the adjustment engineer will also do this job part-time.

1 person is required for high-frequency operation, who is mainly responsible for: high-frequency fire size and speed adjustment.
Flying saw operation requires 1 person, mainly responsible for the pipe length and quantity setting, as well as product quality control.
Stacking machine is divided into manual and automatic. Generally, manual stacking requires at least 3 people. This place is relatively labor-intensive and is mainly responsible for the stacking, bundling and transportation of steel pipes; and if use automatic stacking machine, 2 people is enough, and it can greatly save labor and reduce labor intensity .
If special pipes are made, such as shock absorber pipes, oil cylinder pipes, water gas pipes, and API pipes, more processes are required, and more personnel are required.
The post How many people are needed for tube machine production? appeared first on Shijiazhuang Aogang Machinery Co., Ltd..
]]>